
Artykuł będzie poświęcony lutowaniu. Przedstawimy praktyczne zastosowanie różnych kształtów grotów: od najpopularniejszego- typu B do wyspecjalizowanego typu R. Wszystkie opisane groty są dostępne w sklepie Gotronik. Zestawienie oraz ilustracje zaczerpnięto z artykułów znanego producenta HAKKO.
1. Grot BCM/ CM
Ten typ pozwala na poprawianie łączeń. Po umieszczeniu końcówki, lutowie pozostawione w zagłębieniu pochłania lut z zalanej części. Użyj tego kształtu, jeśli ilość spoiwa jest niewielka. Jeżeli ilość lutowia jest większa, bardziej odpowiednie będą groty J, K lub H- patrz: poniżej.
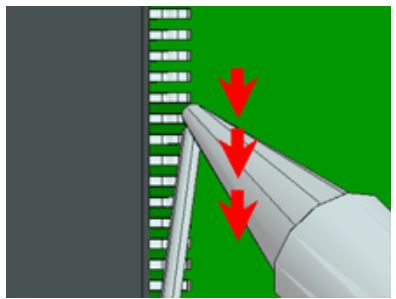
Zapobiega powstawaniu mostkowania (zlewania się wyprowadzeń, tworzenia się poprzecznych mostków) podczas przeciągania po nich lutowia. Ze względu na wgłębienia siła przyciągania jest większa niż w typie BC- lutowie nie zostaje w niepotrzebnych miejscach podczas lutowania przez przeciąganie. Poniżej zaprezentowano grafiki z zalecanym sposobem używania grotu.

- lutowanie przez przeciąganie- umieść cynę we wgłębieniu i przeciągnij powoli po wyprowadzeniach elementu,

- poprawianie łączeń- wyczyść pozostałości lutowia we wgłębieniu, przyłóż końcówkę i odciągnij w bok





2. Grot BC/ C
Ten typ grotu ma kształt stożka lub kolumny ściętej ukośnie, co pozwala użytkownikowi na wybór rozmiaru powierzchni w zależności od elementu. Jest używany podczas lutowania przez przeciąganie oraz do wstępnego cynowania przewodów ołowianych.

Grot BC/C może występować w wersji F. Typ BCF/CF nadaje się tylko do ocynowanych powierzchni- używaj go gdy na sąsiednich częściach znajduje się nadmiarowa ilość cyny. Nie jest zalecany gdy wymagana jest duża pojemność cieplna. Największą różnicą jest jednak powierzchnia, która się nagrzewa- w typie -F jest to tylko ścięta powierzchnia, natomiast w zwykłym BC/C cała końcówka grotu. Używać można go zatem, gdy istnieje wystarczająco miejsca między elementami, podczas gdy typ F nadaje się do poprawy łączeń wśród przylegających części.

- lutowanie SMD- przyłóż powierzchnię ścięcia do podłoża i dozując cynę przeciągnij powoli w dół

- lutowanie przez przeciąganie- przyłóż powierzchnię ścięcia do wyprowadzeń elementu i dozując cynę przeciągnij powoli w dół

Typ BC

Typ C
- cynowanie przewodów- przyłóż powierzchnię ścięcia do przewodu i ,dozując cynę z przeciwnej strony, przeciągnij powoli w dół

- lutowanie punktów- przyłóż powierzchnię ścięcia tak aby dotykała podłoża i wnętrza otworu, następnie dozuj cynę tak, aby utworzyć gładki lut na padzie lutowniczym






3. Grot B
Ten kształt jest uniwersalny- może być używany w każdym kierunku, całą powierzchnią i jest odpowiedni do większości prac. Jest zatem dobrym wyborem zarówno dla uczących się lutowania jaki i dla bardziej doświadczonych.
- lutowanie elementów SMD- przyłóż końcówkę do podłoża i dozując cynę przeciągnij powoli w dół

- lutowanie przez przeciąganie- przyłóż końcówkę do wyprowadzeń elementu i dozując cynę przeciągnij powoli w dół

- lutowanie punktów- przyłóż końcówkę tak aby dotykała podłoża i wnętrza otworu, następnie dozuj cynę tak aby utworzyć gładki lut na padzie lutowniczym



4. Grot D
Ten typ grotu pozwala na lutowanie różnego typu, lutując końcówką na dwa różne sposoby: krawędzią lub powierzchnią przednią. Pozwala także na lutowanie pod ostrym kątem ustawiając grot krawędzią nad wyprowadzeniami i przeciągając w bok. Rodzaje grotu D charakteryzuje szerokość krawędzi- od 0.5 mm do 1.2 mm.

- lutowanie elementów SMD- ustaw końcówkę krawędzią prostopadle do brzegu elementu, przyciśnij do podłoża i dozując cynę przeciągnij powoli w dół

- lutowanie przez przeciąganie- przyłóż końcówkę krawędzią prostopadle do wyprowadzeń elementu i dozując cynę przeciągnij powoli w dół

- cynowanie przewodów- przyłóż powierzchnię przednią grotu do przewodu i ,dozując cynę z przeciwnej strony, powoli przeciągnij w dół

- lutowanie punktów- przyłóż końcówkę tak aby dotykała podłoża i wnętrza otworu, następnie dozuj cynę tak aby utworzyć gładki lut na padzie lutowniczym





Aby przylutować pojedyncze wyprowadzenie przyłóż krawędź prostopadle do nóżki, i dodając cyny przeciągnij w bok.
Uwagi
Aby zlutować złącze przyłóż grot powierzchnią przednią do doprowadzenia i zacisku, aby je rozgrzać, następnie dodawaj cyny aż utworzy się gładki lut. 
5. Grot I
Mając bardzo cienką końcówkę, kształt ten jest najlepszy do lutowania mikroelementów takich jak np. 0603 (SMD) oraz do naprawy obwodów drukowanych o gęstym upakowaniu, jak w telefonach komórkowych. Ponieważ jednak pojemność cieplna końcówki jest bardzo mała, i ciepło może nie być wydajnie przeniesione na wyprowadzenie, o skutkuje zimnym lutem.

6. Grot J
Kształt tego grotu różni się od grotu B i I zagięciem końcówki. Ponadto można nim lutować na dwa sposoby- powierzchnią boczną lub czubkiem grotu. Aby przylutować drobne elementy SMD możesz trzymać uchwyt pod zwykłym kątem aby osiągną ten sam efekt dużego kąta co dla grotu I.


- lutowanie przez przeciąganie- przyłóż końcówkę do podłoża, tak by jak największą powierzchnią dotykać wyprowadzeń, następnie dozując cynę przeciągnij w dół


- poprawianie łączeń- przystaw czubek grotu z brzegu elementu i przeciągnij do tylu (Użyj tego sposobu, jeśli ilość spoiwa jest niewielka.)

- gdy ilość spoiwa jest większa: przyłóż grot zagięciem do dołu (prostopadle gdy poprawiasz pojedyncze wyprowadzenie, równolegle gdy więcej) i przeciągnij do tyłu lub w bok

Grot ustawiony prostopadle

Grot ustawiony równolegle



7. Grot H
Typ ten różni się od grotu J ścięciem końcówki. Jest odpowiedni do lutowania przez przeciąganie oraz do poprawiania łączeń. Nie należy używać go do poprawy łączeń poprzez stawanie na czubku, jak w grocie J.

- lutowanie przez przeciąganie- przyłóż wygiętą powierzchnię do wyprowadzeń i dozując cynę przeciągnij w dół

- poprawianie łączeń- przyłóż grot równolegle do wyprowadzenia i pociągnij do tyłu (Użyj tego sposobu, jeśli ilość spoiwa jest niewielka.)

- gdy ilość spoiwa jest większa: przyłóż wygiętą powierzchnię do wyprowadzeń i odciągnij w bok




8. Grot K
Ten typ ma kształt noża i pozwala operować końcówką na trzy różne sposoby: w punkcie, wzdłuż linii, powierzchnią boczną. Jest stosowany przy ostrych kątach, poprawie łączeń oraz przy lutowaniu przez przeciąganie
- lutowanie elementów PTH przez przeciąganie- przyłóż ostrze płazem do podłoża i czubkiem dotknij do wyprowadzenia, następnie dozując cynę przeciągnij w dół


- lutowanie obudowy QFN przez przeciąganie- przyłóż ostrze pod kątem do podłoża i czubkiem dotknij do wyprowadzenia, następnie dozując cynę przeciągnij w dół


- poprawianie łączeń- postaw grot i ostrzem do dołu i pociągnij końcówkę do tyłu (Użyj tego sposobu, jeśli ilość spoiwa jest niewielka.)




- gdy ilość spoiwa jest większa: połóż grot płazem do dołu i odciągnij w bok

- lutowanie pod ostrym kątem- postaw grot na ostrzu przy wyprowadzeniu i zaaplikuj odpowiednią ilość cyny



9. Grot R
Ten grot posiada wyżłobienie na końcówce. Służy on do usuwania elementów SMD- mieszczą się we wgłębieniu podczas rozgrzewania lutów po obu stronach.

Źródła: https://www.hakko.com/english/tip_selection/
Dodaj komentarz
Musisz się zalogować, aby móc dodać komentarz.